









De-Dusting Tunnel
Home » De-Dusting Tunnel
Introduction
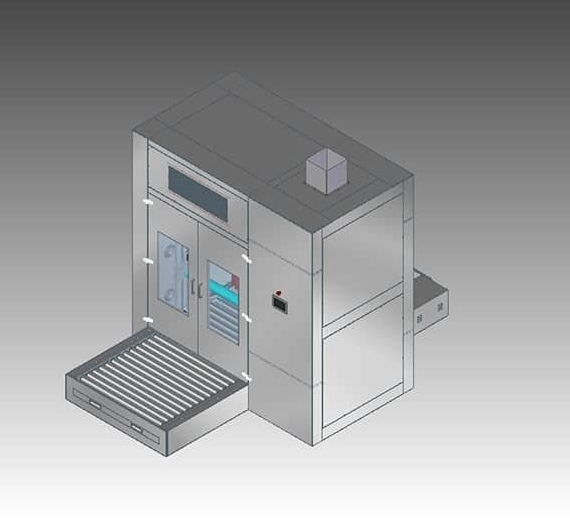
Elevate the hygiene standards of your production line with the high-performance De-Dusting Tunnel from Mediclue Corporation. Specifically engineered to eliminate surface contaminants, this system effectively removes loose dust and foreign particulate matter from raw material containers—including drums, corrugated boxes, sacks, and bags—before they enter sensitive sampling or dispensing zones. By integrating this advanced cleaning stage, you ensure unmatched operational reliability and safeguard your final product from cross-contamination.
Mediclue Corporation is a premier manufacturer and global exporter of high-spec De-Dusting Tunnels, delivering robust and automated decontamination solutions to pharmaceutical and chemical processing industries worldwide.
Features
Advanced Particulate Extraction: Our De-Dusting Tunnel is engineered to eliminate loose surface dust and foreign matter from incoming raw material containers. This ensures a high level of industrial hygiene and maintains strict adherence to international sanitary standards.
High-Throughput Performance: Utilizing high-velocity air nozzles and precision conveyor systems, the tunnel facilitates rapid material transit. This high-speed operation maximizes production output while significantly reducing operational bottlenecks.
Variable Operational Parameters: The system is equipped with fully adjustable controls for air velocity, transit speed, and extraction power. This modularity allows for the fine-tuning of the cleaning cycle to match specific container types and production requirements.
Simplified Serviceability: To ensure continuous operation, the tunnel features an accessible chassis for quick filter changes and an intuitive digital interface. Integrated diagnostic systems monitor performance in real-time to minimize unforeseen maintenance downtime.
Certified Industrial Compliance: Our De-Dusting systems are built to outperform global air quality benchmarks. We provide a complete validation package and technical protocols to guarantee that your facility consistently meets GMP and regulatory safety mandates.
Working Principle
The De-Dusting Tunnel functions as a high-efficiency gateway for contamination control. Typically installed within the Primary Receiving Warehouse, the system serves as a mandatory decontamination stage for all incoming inventory—such as industrial drums, corrugated cartons, and bulk sacks—before they are moved to storage or cleanroom zones. This preemptive cleaning process is vital for maintaining a sterile and particulate-free warehouse environment.The operational flow follows a strategic mechanical process:
Material Intake: Objects are placed onto the high-torque conveyor at the tunnel’s entry point.
Dual-Action Decontamination: As the material transits through the internal chamber, a series of specialized air nozzles project high-velocity streams onto the container’s surface. Simultaneously, a dedicated nylon abrasive brush system works to dislodge stubborn residue and caked-on particulates that air alone cannot remove.
Particulate Collection: All liberated dust is immediately captured and funneled into an integrated dust collection unit, preventing re-settlement.
Cycle Completion: Once the cleaning sequence is finalized, the conveyor discharges the decontaminated material, ready for secure stacking or further processing.
Faq's
Which industries benefit most from De-Dusting systems? Our De-Dusting Tunnels are extensively utilized in sectors where high-level industrial hygiene is mandatory. This includes pharmaceutical manufacturing, food and beverage processing, chemical production, and large-scale packaging facilities—essentially any environment where surface contaminants must be eliminated before material intake.
What are the primary advantages of implementing a De-Dusting Tunnel? Integrating an automated tunnel into your workflow provides several critical benefits:
Sterile Material Intake: Eliminates surface particulates before they can contaminate cleanroom environments.
Operational Longevity: Reduces wear and tear on downstream production machinery by minimizing dust accumulation.
Regulatory Compliance: Helps your facility consistently meet strict GMP and international sanitary mandates.
Workplace Safety: Minimizes operator exposure to airborne dust and potential allergens during material handling.
Are these tunnels customizable to specific container types? Yes. Mediclue Corporation specializes in engineering bespoke configurations. The technical specifications—such as tunnel dimensions, conveyor torque, and air jet pressure—are tailored to the specific size of your drums, sacks, or boxes and the frequency of your incoming logistics.
What is the maintenance protocol for a De-Dusting unit? To maintain peak extraction efficiency, the system requires periodic inspections. This includes verifying the integrity of the abrasive nylon brushes, cleaning the high-velocity air nozzles, and servicing the integrated dust collection filters. Regular maintenance ensures the unit continues to operate at maximum efficiency with zero unplanned downtime.
Is it possible to retrofit a De-Dusting Tunnel into an existing facility? Absolutely. Our systems are designed for modular integration. We conduct a detailed facility analysis to ensure the tunnel fits seamlessly into your current conveyor line and warehouse layout without disrupting established workflows.
What safety measures are integrated into the system? As heavy-duty industrial equipment, our tunnels feature multiple safety layers, including emergency stop mechanisms, protective shielding for moving parts, and localized pressure regulators. We also provide comprehensive operator training to ensure all personnel are well-versed in safe operation and emergency protocols.
Can a De-Dusting Tunnel remove 100% of all contaminants? While the tunnel is highly effective at neutralizing loose surface dust and foreign particulates, it is designed as a primary decontamination stage. For applications requiring medical-grade sterility, we recommend pairing the tunnel with secondary sterilization equipment like Air Showers or Pass Boxes.
Does Mediclue Corporation manage international shipping and setup? As a premier global manufacturer, we coordinate secure delivery to any international destination. Our service package includes professional installation, technical validation, and optional Annual Maintenance Contracts (AMC) to ensure your equipment maintains long-term operational excellence.
Related Blogs

Cleanroom Equipment: The Backbone of Contamination-Free Manufacturing by MEDICLUE CORPORATION
November 6, 2025
No Comments